服务咨询热线
13665187728
服务咨询热线
13665187728


310S不锈钢板腐蚀液氧化还原电位降低。与此同时,溶液总金属离子浓度不
度增高,
最后导致腐蚀液失去腐蚀能力。
升至原液水平,即提升至540~560mV。 装蚀液的再生。加过氧化氢(HOz)和盐酸混合液,能将废液氧化还原
量较
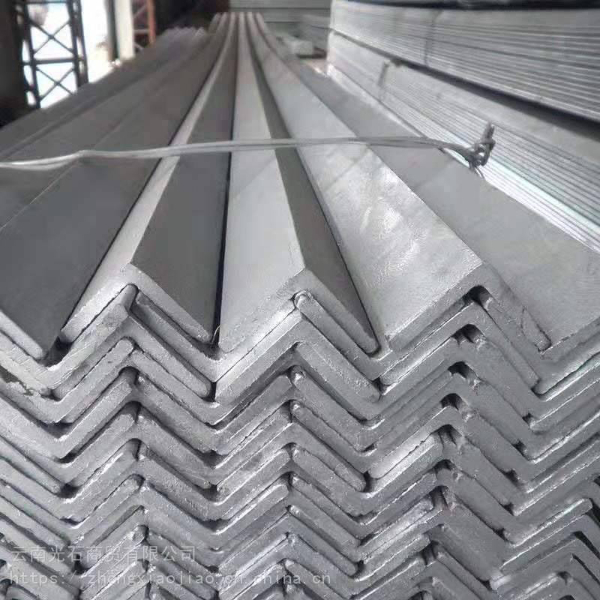
不锈钢的混合酸化学腐蚀加工[4]
1.3
a2.3.1 工艺流程
但 1G18Ni9T不锈钢基体→化学除油①→热水洗冷水洗一浸蚀②一水洗→水洗→
一丝网印刷③→固化④→腐蚀加工⑤→水洗→脱胶→烘干→成品检验人库。网框准备:采用铝合金框及合成纤维丝网,按印料的黏度选用适当目数(150的丝网→涂感光胶⑦→干燥→将底片覆盖在感光胶上曝光>显影8→水洗→干三制成合格丝网板待丝印用。采用丝网印刷,可提高工作效率和细小线条有较好分辨率。
注:各道工序的溶液成分及操作要点如下。①化学除油。
氢氧化钠 80g/L 十二烷基硫酸钠 lg/L
碳酸钠 15g/L 温度 45~55℃
术
磷酸三钠 30g/L 时间 15min 417
盐酸 硝酸 ② 浸蚀液。 180g/L 75g/L 90g/L 温度 时间 1~3min 室温
氢氟酸
450g,酒精 1000mL
③ 丝印。采用热固型涂料、手工操作。
涂料黏度 100~150Pa·s 反面保护用虫胶
120~140℃ 时间 30min
④ 固化。丝印完成后在烘箱中固化。温度
⑤ 腐蚀加工。 210g/L 磷酸氢二钠(NazHPO4·12HO)10g/L
200g/L 温度 50~55℃
盐酸(HC(38%)
200g/L 时间 3~8min
硝酸(HNO;)(68%)
乙酸(CHCOOH)(99%) 20g/L 表面加工深度 0.1~0.25mm
氢氟酸(HF)(40%)
国 脱胶。刷净冲洗后在 5%硝酸中中和,再洗净。氢氧化钠 150~200g/L,温度 80~85℃,
80~100g/L
时间 10~30s。
聚乙烯醇 [(CH₂ 一CHOH),](聚合度 1700,醇介度 88%)⑦ 感光胶。
不锈钢表面处理技