服务咨询热线
13665187728
服务咨询热线
13665187728


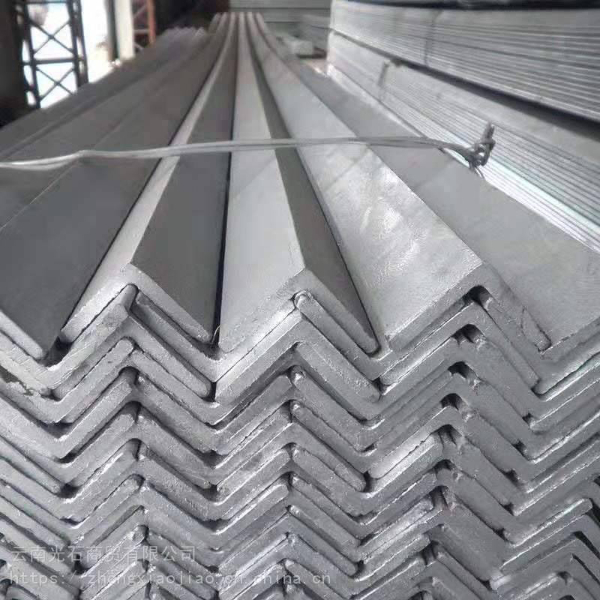
310S不锈钢板的钝化
原理,因硫酸过电位区钝化的氧化膜层孔径小于磷酸氧化膜层,故可提高耐蚀
性能 6.8.2 马氏体不锈钢电解钝化工艺
5g/L 温度 15~30℃
铬酐
20g/L 阳极电流密度 0.3~0.4A/dm2
钼酸钠
30g/L 阴极材料 1Cr18Ni9Ti不锈钢
硫酸铵
15g/L 阴阳极面积比 (2~3):1
硼酸
电压(2~4V),要逐步加大,才能确保电流维持正常值。
本工艺的氧化膜厚度较大,还能保持不锈钢表面的光亮度。若用磷酸电解工艺,使不锈钢表面光亮度下降,其原因是酸度太强,不锈钢表面溶解明显。
封闭处理:以提高氧化膜的耐蚀性能。 不
重铬酸钠 8g/L 温度 10~35℃ 钢
钼酸钠 20g/L 阴极电流密度 0.5~1A/dm 表
碳酸钠 6~8g/L 时间 10min 面
处
pH 9~10
然后再作阳极处理,时间为30s。 理
采用上述两个工艺处理的 3Cr13不锈钢显微手术器械,在沸水中煮 30~ 术
45min,无锈点出现。因采用的是低铬工艺,有利于污水处理。 243
不锈钢钝化工艺的关键是不能采用酸洗除锈,应用机械除锈,除油必须彻底,采用阴极电解除油。
6.9 不锈钢的载波钝化[5]
在直流钝化电位的基础上叠加一定频率和幅值的对称方波对不锈钢进行钝化,获得载波钝化膜。载波钝化膜的稳定性和耐蚀性远优于直流钝化膜。钝化过程中方波参数的变化对载波钝化膜的稳定性和耐蚀性有一定的影响。
6.9.1 不锈钢 1Cr25 的载波钝化
中科院金属腐蚀与防蚀研究所杜天保等人用在直流电位的基础上施加一个方波电波对不锈钢电极进行钝化。
(1)电极。为1Cr25不锈钢圆棒φ1.0cm,其化学成分为含铁量67.2%,含铬量25.7%,含锰量5.4%,含钼量2%,含镍量<0.4%。采用环氧树脂涂封电极,只露出工作表面,依次用400#、1000#金相砂纸打磨光亮,再用丙酮、一次蒸馏