服务咨询热线
13665187728
服务咨询热线
13665187728


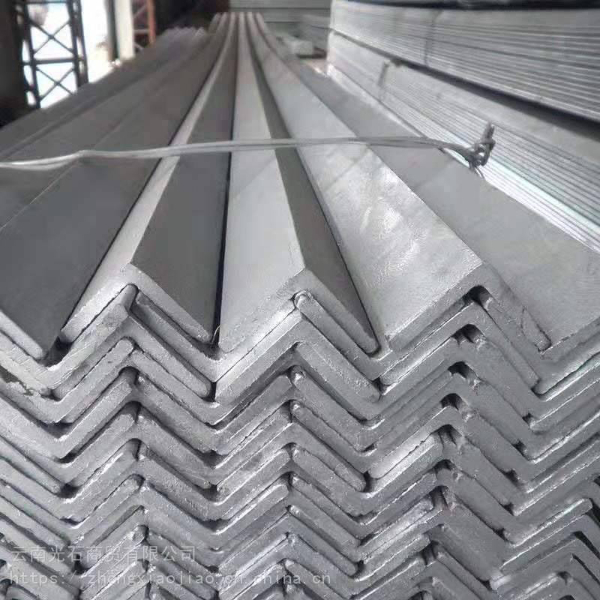
316L不锈钢板
①强表面预处理。采用电净和活化处理,活化是除去被刷镀工件表面的化膜和杂质,使基体表面露出新鲜的金属晶格,使镀层与基体表面结合良好。2号活化液中的盐酸对表面氧化物有较高的浸蚀能力,其中氯化钠能促使该轴表面氧化皮疏松,起到快速刻蚀的作用,有效去掉表面氧化皮,但同时又在该表面上形成化物等,继而采用3号活化液,反接,其中的有机酸能有效地除去碳化物。由于接,工件为阳极,析氧较剧烈,使表面形成新的致密氧化膜,故3号活化液活化后,要用1号活化液活化反接处理一下,立即正接处理,在表面生成新生态氢,将表面残留的微量氧化膜还原,从而保证刷镀层与轴基体的结合强度。
②采用特殊镍打底。在特殊镍镀液中含有盐酸,对轴表面氧化物有较高的浸蚀作用和对基体有蚀刻作用,其中乙酸对pH有稳定的缓冲作用,同时,刻镀液有较宽的温度范围,这样能更彻底地消除该轴表面残留的或瞬间产生的氧化膜,以保证良好的结合力。
③高压闪镀镍。由于大轴是由多种金属元素组成的不锈钢,必须采用高压闪镀法,在强电场作用下,在该轴表面合金层瞬间得到单一的完整的镍层。
④无电擦拭。其目的是防止由于镀液在基体表面的分布不均而形成浓差极化影响刷镀层与基体的结合力。
⑤工序间的热水冲洗。其目的是使轴表面温度与镀液温度尽量接近,减少由于温度差大造成的镀层与基体之间的应力。
⑥刷镀中间适时打磨。随着镀层的加厚,镀笔由于内阻而造成温度增加,沉速率加快。使镀层内应力加大,易产生微裂纹、剥离现象,适时打磨可以起到阳降温作用。
⑦特殊镍与快速镍交替刷镀加打磨。为解决镀层单边过厚,应力增加,中间